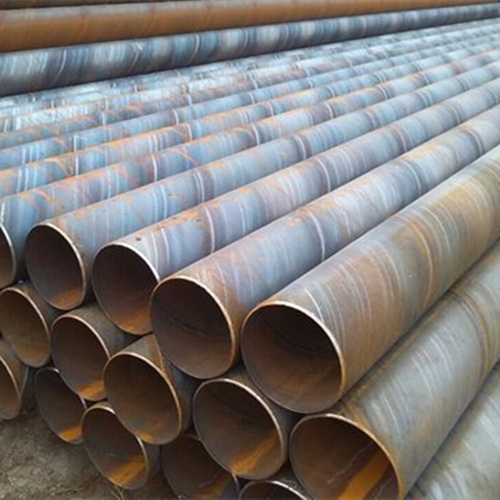
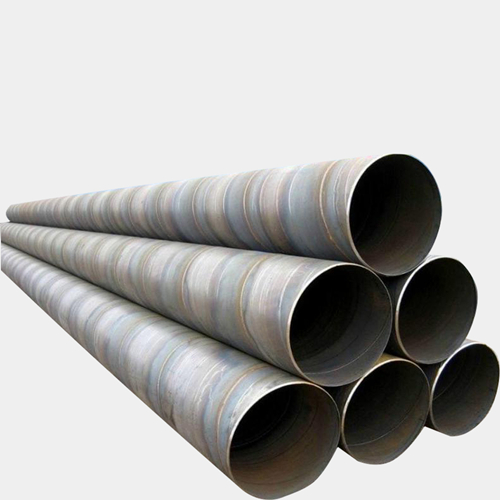
Țevile din oțel sudate în spirală adoptă toate procesul de sudare cu arc scufundat, țevile din oțel sudate cu cusătură dreaptă au țevi din oțel cu cusătură dreaptă sudate cu arc scufundat pentru UOE scurte și sudură cu rezistență de înaltă frecvență cu cusătură dreaptă pentru ERW scurt.
În comparație cu sudarea cu arc scufundat, țeava de oțel sudată cu rezistență de înaltă frecvență (țeavă de oțel ERW) nu adaugă materiale de sudură în timpul procesului de sudare.Prin urmare, sudura formată este complet în concordanță cu compoziția chimică a metalului de bază.După ce țeava de oțel este sudată, este recoaptă pentru a face stresul intern al lucrului la rece, iar stresul intern al sudării este îmbunătățit, astfel încât proprietățile mecanice cuprinzătoare ale țevii de oțel ERW sunt mai bune.Dar în prezent, producătorii reprezentați de Shanghai Ellison și Guangdong Panyu Zhujiang Steel Pipe Factory produc doar țevi sub φ355mm, iar conductele de gaz cu diametru mare nu pot fi selectate.Sudarea cu arc submers longitudinal (țeavă de oțel UOE) utilizează procesul de expansiune la rece post-sudare pentru a extinde țeava, astfel încât dimensiunea geometrică a țevii de oțel UOE este relativ precisă, iar calitatea omoloagelui atunci când țeava de oțel UOE este conectată este bună pentru a asigura calitatea sudurii.O parte din stresul intern este eliminat.În plus, sudarea cu mai multe fire (cu trei fire, patru fire) este utilizată pentru sudarea țevilor de oțel UOE.Acest proces de sudare generează mai puțină energie de linie în timpul sudării și are o influență mai mică asupra zonei afectate de căldură a metalului de bază.Sârma de sudură post-pass de sudare cu mai multe fire poate juca un rol în eliminarea stresului generat în timpul sudării la firul de sudură anterior, îmbunătățind astfel proprietățile mecanice ale țevii de oțel.
În comparație cu țeava sudată în spirală, lungimea cusăturii de sudură a țevii de oțel sudate cu arc submers cu cusătură dreaptă este mai scurtă, astfel încât defectele și influențele de sudare sunt relativ mici.În conducta de înaltă presiune, metalul de bază al țevii cu cusătură dreaptă poate realiza 100% detectarea cu ultrasunete a defectelor plăcilor de oțel una câte una, îndeplinind cerințele conductei de înaltă presiune pentru metalul de bază.Cu toate acestea, deși performanța cuprinzătoare a țevilor de oțel UOE este mai bună decât a altor țevi de oțel, prețul său ridicat îi determină descurajați pe utilizatorii care nu au fonduri.Sudurile țevii spiralate de oțel sunt distribuite în formă de spirală.În general, zona de sudare a țevii de oțel, inclusiv zona afectată de căldură a sudurii, este partea cu proprietăți mecanice slabe ale țevii de oțel, în timp ce tensiunea internă maximă a țevii de presiune este distribuită de-a lungul direcției axiale și țeava sudată în spirală va. Părțile mai slabe evită direcția tensiunii interne maxime, îmbunătățind astfel performanța țevii de oțel.În plus, datorită formării cusăturii de sudură a țevii spiralate de oțel și a înălțimii cusăturii de sudură, este mai dificil să se facă anticoroziune externă și se poate forma un spațiu între cele două cusături de sudură.Tehnologia poate rezolva anticoroziunea țevii spiralate de oțel.
Ora postării: Nov-02-2022